wysoka udarność i dobra odporność na zużycie, wybierz stal do pracy na zimno. Cr12MoV jest bardzo dobrym materiałem. The
wydajność może być spełniona, wydajność procesu jest dobra, cena będzie wysoka. 42CrMo jest wysokie
hartowana i odpuszczana stal o wysokiej wytrzymałości, wysoka wytrzymałość, dobra udarność. Może pracować poniżej 500 stopni.
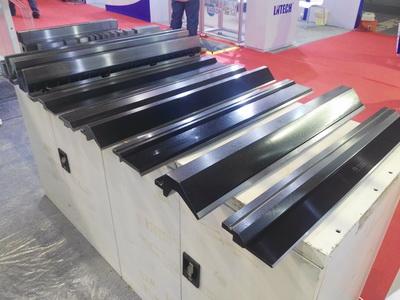
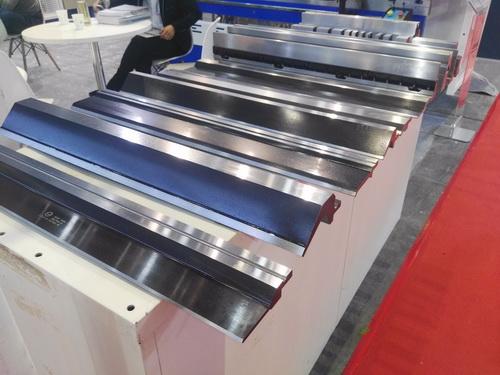
Wysokiej jakości stal narzędziowa ze stopu Produkcja, ostra krawędź, odporność na zużycie, twardość formy do gięcia do
HRC 45 stopni -49 stopni, kucie materiałów, obróbka skrawaniem, hartowanie powierzchniowe (przetwarzanie wysokiej częstotliwości)
Obróbka narzędzi pras krawędziowych przed uruchomieniem
Przed włączeniem zasilania najpierw podłącz zasilacz. Ponieważ moc giętarki jest bardzo duża
duży, zasilacz musi spełniać wymagania, aby uniknąć nieprawidłowości. Następnym krokiem jest otwarcie
przełącznik. Zgodnie z tym założeniem pompa olejowa zaczyna działać, ale maszyna nie weszła jeszcze normalnie
warunki pracy. Drugi, debugowanie
Modulacja jest nieodzowną częścią pracy mechanicznej, ponieważ forma ma wysokie wymagania
rozmiar i kształt. To jest standard, który musi spełniać forma. Według różnych materiałów, różne
zaprojektowane są luki. Jeśli luka nie została zaprojektowana podczas rozruchu, prawdopodobieństwo uszkodzenia maszyny
wzrośnie dramatycznie.
Po trzecie, wybór gniazda
Gdy forma giętarki zostanie oddana do użytku, należy zwrócić uwagę na wybór wycięcia.
Specyficzna metoda może być przeprowadzona zgodnie z różną grubością płyty, zwykle osiem razy
szerokość. Dlatego przed dokonaniem wyboru spróbuj wykonać dokładne obliczenia, aby uniknąć błędu zbyt mocno. Duży.
Standardowa operacja musi być produktem o wysokiej precyzji. Dlatego niektóre przygotowania przed
forma giętarki jest włączona.

Powszechnie stosowane materiały do maszyn do pras krawędziowych to T8, T8A, T10, T10A, 42CrMo, Cr12MoV. 42CrMo,
Cr12MoV jest często używany jako forma do giętarek CNC. Materiał formy do gięcia
jest jednym z najważniejszych czynników wpływających na żywotność. Dobór materiału jest dobry, a obsługa
życie będzie stosunkowo rozszerzone bez innych zmiennych.
Innym ważnym czynnikiem wpływającym na żywotność jest proces obróbki cieplnej podczas przetwarzania.
Po pierwsze, obróbka cieplna całego ciała i utlenianie krawędzi noża to dwie koncepcje. Aby zapisać przetwarzanie
koszty, niektórzy producenci form do gięcia nie podlegają obróbce cieplnej całego ciała po formowaniu,
ale utleniają krawędź noża w najważniejszej części giętarki. Twardość po utlenianiu
jest niższa niż twardość powierzchni po obróbce cieplnej całego ciała. W ten sposób w porównaniu z całością
obróbka cieplna ciała, żywotność formy, która jest po prostu utleniana przez ostrze, jest znacznie mniejsza niż żywotność
forma obróbki cieplnej całego ciała, która jest jedną z nich.
Po drugie, wybór procesu obróbki cieplnej jest również kluczowym powodem. Generalnie proces obróbki cieplnej
powszechnie stosowanym przez producentów form jest obróbka cieplna pieców wysokotemperaturowych. Chociaż
powierzchnia formy może osiągnąć pewną twardość, proces obróbki cieplnej w wysokiej temperaturze ma wady.
Formy do obróbki cieplnej w wysokiej temperaturze mogą mieć większą lub mniejszą twardość w różnych częściach.
Różnica i wysokotemperaturowa obróbka cieplna mogą osiągnąć twardość powierzchni tylko do
odpowiednia twardość, im niższa twardość, tym niższa twardość. Dlatego powyższe dwa punkty będą
mieć wpływ na żywotność formy. Jaki proces jest lepszym procesem obróbki cieplnej? Obecnie,
najbardziej odpowiedni dla kategorii noża i formy jest proces obróbki cieplnej pieca w kąpieli solnej.